械")


探秘殺菌鍋的原理與應(yīng)用實踐
2025-06-13
【概要描述】精餾塔是一種基于混合物中各組分揮發(fā)度差異,通過多次部分汽化與部分冷凝實現(xiàn)組分分離的化工設(shè)備。其工作原理依托塔內(nèi)氣液兩相逆流接觸,在塔板或填料的傳質(zhì)作用下,低沸點組分不斷向氣相富集,高沸點組分則在液相中濃縮,最終在塔頂與塔底分別獲得高純度的輕組分與重組分產(chǎn)品。 ? 精餾塔的結(jié)構(gòu)通常由塔體、塔板(或填料)、再沸器、冷凝器、進(jìn)料口、出料口等部分組成。塔體作為核心承載體,需具備良好的密封性、耐壓性與耐腐蝕性,其設(shè)計參數(shù)如直徑、高度、材質(zhì)等直接影響精餾效率與生產(chǎn)安全。 二、焊接工藝 塔體制造是精餾塔生產(chǎn)的首要環(huán)節(jié),而焊接質(zhì)量直接決定塔體的強(qiáng)度、密封性與使用壽命。精餾塔塔體多采用不銹鋼、碳鋼等金屬材料,焊接過程需嚴(yán)格遵循相關(guān)標(biāo)準(zhǔn)與規(guī)范。 ? 在焊接工藝選擇上,常用的有氬弧焊、埋弧焊、二氧化碳?xì)怏w保護(hù)焊等。氬弧焊具有電弧穩(wěn)定、保護(hù)效果好、焊縫質(zhì)量高等優(yōu)點,適用于薄壁不銹鋼板材的焊接;埋弧焊則因焊接效率高、熔深大,常用于厚壁碳鋼塔體的焊接。對于不同材質(zhì)、不同厚度的板材拼接,需通過焊接工藝評定(WPS)確定焊接參數(shù),包括焊接電流、電壓、焊接速度、焊材型號等。 ? 焊接過程中的質(zhì)量控制也是至關(guān)重要的。焊工需持證上崗,嚴(yán)格執(zhí)行焊接工藝規(guī)程,對焊接接頭進(jìn)行外觀檢查、無損檢測(如 X 射線探傷、超聲波探傷)等,確保焊縫無氣孔、夾渣、裂紋等缺陷。此外,為消除焊接殘余應(yīng)力,提高塔體的抗疲勞性能與尺寸穩(wěn)定性,部分塔體還需進(jìn)行焊后熱處理。 三、長度設(shè)計與制造 精餾塔的長度設(shè)計需綜合考慮分離要求、處理量、操作壓力等因素。通常,為提高分離效率,滿足特定產(chǎn)品純度要求,精餾塔的高度可能達(dá)到數(shù)十米。然而,過長的塔體在制造、運(yùn)輸與安裝過程中會面臨諸多挑戰(zhàn)。 ? 在制造環(huán)節(jié),對于長度超過常規(guī)加工范圍的塔體,可采用分段制造的方式,將塔體分為若干節(jié)段,在工廠內(nèi)完成各節(jié)段的制造與檢測后,再運(yùn)輸至現(xiàn)場進(jìn)行組裝。每段塔體的長度需根據(jù)運(yùn)輸車輛的限高、限寬、限長要求以及現(xiàn)場吊裝設(shè)備的能力進(jìn)行設(shè)計,一般控制在便于運(yùn)輸與安裝的范圍內(nèi),如單段長度不超過12~15米。 ? 分段制造過程中,各節(jié)段的尺寸精度控制尤為關(guān)鍵。塔體的圓度、直線度、端口平整度等指標(biāo)需嚴(yán)格符合設(shè)計要求,以確保現(xiàn)場組裝時能夠順利對接,保證塔體的整體性能。 四、吊裝與裝車 精餾塔屬于大型、重型設(shè)備,其吊裝與裝車作業(yè)需精心策劃與操作,以避免設(shè)備損壞與安全事故。吊裝前,需根據(jù)塔體的重量、尺寸、重心位置等參數(shù),選擇合適的吊裝設(shè)備,如履帶式起重機(jī)、汽車起重機(jī)等。吊裝過程中,要合理設(shè)置吊點,采用合適的吊裝索具,確保塔體在起吊、翻轉(zhuǎn)、就位過程中受力均勻,避免變形與損傷。 ? 裝車時,需根據(jù)塔體的形狀與運(yùn)輸要求,對車輛進(jìn)行特殊改裝或配置專用運(yùn)輸架。對于分段塔體,要在運(yùn)輸架上設(shè)置緩沖墊、固定裝置,防止塔體在運(yùn)輸過程中發(fā)生滑動、碰撞。同時,要對塔體的端口進(jìn)行保護(hù),如加裝防護(hù)套,避免端口在運(yùn)輸過程中受損,影響現(xiàn)場組裝質(zhì)量。 五、運(yùn)輸過程 精餾塔的運(yùn)輸過程往往跨越較長距離,需應(yīng)對不同的路況、天氣等條件。在運(yùn)輸前,要辦理相關(guān)的超限運(yùn)輸許可手續(xù),規(guī)劃合理的運(yùn)輸路線,避開橋梁承載能力不足、道路限高限寬等路段。運(yùn)輸過程中,要對設(shè)備進(jìn)行實時監(jiān)控,特別是在長途運(yùn)輸中,需定期檢查設(shè)備的固定情況、車輛行駛狀態(tài),確保設(shè)備安全。 ? 對于跨省、跨地區(qū)的運(yùn)輸,還需協(xié)調(diào)多方資源,如與交通管理部門溝通,確保運(yùn)輸車輛順利通過各關(guān)卡。與沿途的吊裝、中轉(zhuǎn)站點對接,確保設(shè)備在必要時能夠安全裝卸與中轉(zhuǎn)。精餾塔從制造到運(yùn)輸?shù)拿恳粋€環(huán)節(jié)都緊密相連,只為確保設(shè)備安全抵達(dá)目的地。 ? ?
【概要描述】精餾塔是一種基于混合物中各組分揮發(fā)度差異,通過多次部分汽化與部分冷凝實現(xiàn)組分分離的化工設(shè)備。其工作原理依托塔內(nèi)氣液兩相逆流接觸,在塔板或填料的傳質(zhì)作用下,低沸點組分不斷向氣相富集,高沸點組分則在液相中濃縮,最終在塔頂與塔底分別獲得高純度的輕組分與重組分產(chǎn)品。
?
精餾塔的結(jié)構(gòu)通常由塔體、塔板(或填料)、再沸器、冷凝器、進(jìn)料口、出料口等部分組成。塔體作為核心承載體,需具備良好的密封性、耐壓性與耐腐蝕性,其設(shè)計參數(shù)如直徑、高度、材質(zhì)等直接影響精餾效率與生產(chǎn)安全。
二、焊接工藝
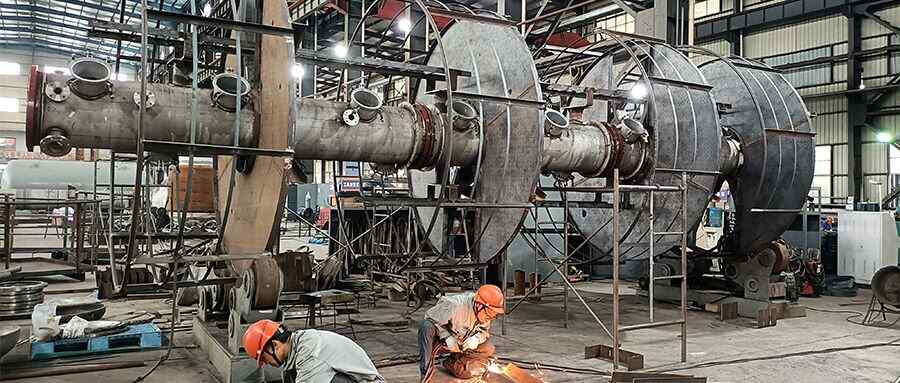
塔體制造是精餾塔生產(chǎn)的首要環(huán)節(jié),而焊接質(zhì)量直接決定塔體的強(qiáng)度、密封性與使用壽命。精餾塔塔體多采用不銹鋼、碳鋼等金屬材料,焊接過程需嚴(yán)格遵循相關(guān)標(biāo)準(zhǔn)與規(guī)范。
?
在焊接工藝選擇上,常用的有氬弧焊、埋弧焊、二氧化碳?xì)怏w保護(hù)焊等。氬弧焊具有電弧穩(wěn)定、保護(hù)效果好、焊縫質(zhì)量高等優(yōu)點,適用于薄壁不銹鋼板材的焊接;埋弧焊則因焊接效率高、熔深大,常用于厚壁碳鋼塔體的焊接。對于不同材質(zhì)、不同厚度的板材拼接,需通過焊接工藝評定(WPS)確定焊接參數(shù),包括焊接電流、電壓、焊接速度、焊材型號等。
?
焊接過程中的質(zhì)量控制也是至關(guān)重要的。焊工需持證上崗,嚴(yán)格執(zhí)行焊接工藝規(guī)程,對焊接接頭進(jìn)行外觀檢查、無損檢測(如 X 射線探傷、超聲波探傷)等,確保焊縫無氣孔、夾渣、裂紋等缺陷。此外,為消除焊接殘余應(yīng)力,提高塔體的抗疲勞性能與尺寸穩(wěn)定性,部分塔體還需進(jìn)行焊后熱處理。
三、長度設(shè)計與制造
精餾塔的長度設(shè)計需綜合考慮分離要求、處理量、操作壓力等因素。通常,為提高分離效率,滿足特定產(chǎn)品純度要求,精餾塔的高度可能達(dá)到數(shù)十米。然而,過長的塔體在制造、運(yùn)輸與安裝過程中會面臨諸多挑戰(zhàn)。
?
在制造環(huán)節(jié),對于長度超過常規(guī)加工范圍的塔體,可采用分段制造的方式,將塔體分為若干節(jié)段,在工廠內(nèi)完成各節(jié)段的制造與檢測后,再運(yùn)輸至現(xiàn)場進(jìn)行組裝。每段塔體的長度需根據(jù)運(yùn)輸車輛的限高、限寬、限長要求以及現(xiàn)場吊裝設(shè)備的能力進(jìn)行設(shè)計,一般控制在便于運(yùn)輸與安裝的范圍內(nèi),如單段長度不超過12~15米。
?
分段制造過程中,各節(jié)段的尺寸精度控制尤為關(guān)鍵。塔體的圓度、直線度、端口平整度等指標(biāo)需嚴(yán)格符合設(shè)計要求,以確保現(xiàn)場組裝時能夠順利對接,保證塔體的整體性能。
四、吊裝與裝車
精餾塔屬于大型、重型設(shè)備,其吊裝與裝車作業(yè)需精心策劃與操作,以避免設(shè)備損壞與安全事故。吊裝前,需根據(jù)塔體的重量、尺寸、重心位置等參數(shù),選擇合適的吊裝設(shè)備,如履帶式起重機(jī)、汽車起重機(jī)等。吊裝過程中,要合理設(shè)置吊點,采用合適的吊裝索具,確保塔體在起吊、翻轉(zhuǎn)、就位過程中受力均勻,避免變形與損傷。
?
裝車時,需根據(jù)塔體的形狀與運(yùn)輸要求,對車輛進(jìn)行特殊改裝或配置專用運(yùn)輸架。對于分段塔體,要在運(yùn)輸架上設(shè)置緩沖墊、固定裝置,防止塔體在運(yùn)輸過程中發(fā)生滑動、碰撞。同時,要對塔體的端口進(jìn)行保護(hù),如加裝防護(hù)套,避免端口在運(yùn)輸過程中受損,影響現(xiàn)場組裝質(zhì)量。
五、運(yùn)輸過程
精餾塔的運(yùn)輸過程往往跨越較長距離,需應(yīng)對不同的路況、天氣等條件。在運(yùn)輸前,要辦理相關(guān)的超限運(yùn)輸許可手續(xù),規(guī)劃合理的運(yùn)輸路線,避開橋梁承載能力不足、道路限高限寬等路段。運(yùn)輸過程中,要對設(shè)備進(jìn)行實時監(jiān)控,特別是在長途運(yùn)輸中,需定期檢查設(shè)備的固定情況、車輛行駛狀態(tài),確保設(shè)備安全。
?
對于跨省、跨地區(qū)的運(yùn)輸,還需協(xié)調(diào)多方資源,如與交通管理部門溝通,確保運(yùn)輸車輛順利通過各關(guān)卡。與沿途的吊裝、中轉(zhuǎn)站點對接,確保設(shè)備在必要時能夠安全裝卸與中轉(zhuǎn)。精餾塔從制造到運(yùn)輸?shù)拿恳粋€環(huán)節(jié)都緊密相連,只為確保設(shè)備安全抵達(dá)目的地。
?
?
精餾塔是一種基于混合物中各組分揮發(fā)度差異,通過多次部分汽化與部分冷凝實現(xiàn)組分分離的化工設(shè)備。其工作原理依托塔內(nèi)氣液兩相逆流接觸,在塔板或填料的傳質(zhì)作用下,低沸點組分不斷向氣相富集,高沸點組分則在液相中濃縮,最終在塔頂與塔底分別獲得高純度的輕組分與重組分產(chǎn)品。

精餾塔的結(jié)構(gòu)通常由塔體、塔板(或填料)、再沸器、冷凝器、進(jìn)料口、出料口等部分組成。塔體作為核心承載體,需具備良好的密封性、耐壓性與耐腐蝕性,其設(shè)計參數(shù)如直徑、高度、材質(zhì)等直接影響精餾效率與生產(chǎn)安全。
二、焊接工藝
塔體制造是精餾塔生產(chǎn)的首要環(huán)節(jié),而焊接質(zhì)量直接決定塔體的強(qiáng)度、密封性與使用壽命。精餾塔塔體多采用不銹鋼、碳鋼等金屬材料,焊接過程需嚴(yán)格遵循相關(guān)標(biāo)準(zhǔn)與規(guī)范。

在焊接工藝選擇上,常用的有氬弧焊、埋弧焊、二氧化碳?xì)怏w保護(hù)焊等。氬弧焊具有電弧穩(wěn)定、保護(hù)效果好、焊縫質(zhì)量高等優(yōu)點,適用于薄壁不銹鋼板材的焊接;埋弧焊則因焊接效率高、熔深大,常用于厚壁碳鋼塔體的焊接。對于不同材質(zhì)、不同厚度的板材拼接,需通過焊接工藝評定(WPS)確定焊接參數(shù),包括焊接電流、電壓、焊接速度、焊材型號等。

焊接過程中的質(zhì)量控制也是至關(guān)重要的。焊工需持證上崗,嚴(yán)格執(zhí)行焊接工藝規(guī)程,對焊接接頭進(jìn)行外觀檢查、無損檢測(如 X 射線探傷、超聲波探傷)等,確保焊縫無氣孔、夾渣、裂紋等缺陷。此外,為消除焊接殘余應(yīng)力,提高塔體的抗疲勞性能與尺寸穩(wěn)定性,部分塔體還需進(jìn)行焊后熱處理。
三、長度設(shè)計與制造
精餾塔的長度設(shè)計需綜合考慮分離要求、處理量、操作壓力等因素。通常,為提高分離效率,滿足特定產(chǎn)品純度要求,精餾塔的高度可能達(dá)到數(shù)十米。然而,過長的塔體在制造、運(yùn)輸與安裝過程中會面臨諸多挑戰(zhàn)。
在制造環(huán)節(jié),對于長度超過常規(guī)加工范圍的塔體,可采用分段制造的方式,將塔體分為若干節(jié)段,在工廠內(nèi)完成各節(jié)段的制造與檢測后,再運(yùn)輸至現(xiàn)場進(jìn)行組裝。每段塔體的長度需根據(jù)運(yùn)輸車輛的限高、限寬、限長要求以及現(xiàn)場吊裝設(shè)備的能力進(jìn)行設(shè)計,一般控制在便于運(yùn)輸與安裝的范圍內(nèi),如單段長度不超過12~15米。

分段制造過程中,各節(jié)段的尺寸精度控制尤為關(guān)鍵。塔體的圓度、直線度、端口平整度等指標(biāo)需嚴(yán)格符合設(shè)計要求,以確保現(xiàn)場組裝時能夠順利對接,保證塔體的整體性能。
四、吊裝與裝車
精餾塔屬于大型、重型設(shè)備,其吊裝與裝車作業(yè)需精心策劃與操作,以避免設(shè)備損壞與安全事故。吊裝前,需根據(jù)塔體的重量、尺寸、重心位置等參數(shù),選擇合適的吊裝設(shè)備,如履帶式起重機(jī)、汽車起重機(jī)等。吊裝過程中,要合理設(shè)置吊點,采用合適的吊裝索具,確保塔體在起吊、翻轉(zhuǎn)、就位過程中受力均勻,避免變形與損傷。

裝車時,需根據(jù)塔體的形狀與運(yùn)輸要求,對車輛進(jìn)行特殊改裝或配置專用運(yùn)輸架。對于分段塔體,要在運(yùn)輸架上設(shè)置緩沖墊、固定裝置,防止塔體在運(yùn)輸過程中發(fā)生滑動、碰撞。同時,要對塔體的端口進(jìn)行保護(hù),如加裝防護(hù)套,避免端口在運(yùn)輸過程中受損,影響現(xiàn)場組裝質(zhì)量。
五、運(yùn)輸過程
精餾塔的運(yùn)輸過程往往跨越較長距離,需應(yīng)對不同的路況、天氣等條件。在運(yùn)輸前,要辦理相關(guān)的超限運(yùn)輸許可手續(xù),規(guī)劃合理的運(yùn)輸路線,避開橋梁承載能力不足、道路限高限寬等路段。運(yùn)輸過程中,要對設(shè)備進(jìn)行實時監(jiān)控,特別是在長途運(yùn)輸中,需定期檢查設(shè)備的固定情況、車輛行駛狀態(tài),確保設(shè)備安全。

對于跨省、跨地區(qū)的運(yùn)輸,還需協(xié)調(diào)多方資源,如與交通管理部門溝通,確保運(yùn)輸車輛順利通過各關(guān)卡。與沿途的吊裝、中轉(zhuǎn)站點對接,確保設(shè)備在必要時能夠安全裝卸與中轉(zhuǎn)。精餾塔從制造到運(yùn)輸?shù)拿恳粋€環(huán)節(jié)都緊密相連,只為確保設(shè)備安全抵達(dá)目的地。

掃二維碼用手機(jī)看
全國銷售熱線:0513-87545076 15190959529
冷凝器、反應(yīng)釜、各種塔器、蒸發(fā)器:13773778255
高效換熱器、塔器、反應(yīng)釜、儲罐:18795785856
油化成套裝備:15062777738
化工成套裝備:13584740566
工業(yè)除塵設(shè)備:15371779658
鋼結(jié)構(gòu)工程:18862739697
郵箱:sfjx@shuangmachem.com

掃碼進(jìn)入移動端

微信公眾號
Copyright ? 2021 南通賽孚機(jī)械設(shè)備有限公司 All Rights Reserved 蘇ICP備14056193號
 0513-87545076
0513-87545076

 更多聯(lián)系
更多聯(lián)系 